


































| 材質 | 切断 | 穴あけ | 中繰り | 剥離 | 備考 | 加工事例 | |
|---|---|---|---|---|---|---|---|
 | チタン・ニッケル | ◎ | ◎ | △ | – | 材料取りにムダがありません | – |
 | 銅・真鍮 | ◎ | ◎ | △ | – | 熱歪みが発生しません | – |
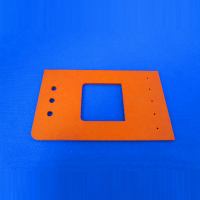
 | アルミ | ◎ | ◎ | △ | – | 薄板は重ね加工が有効 | 事例 |
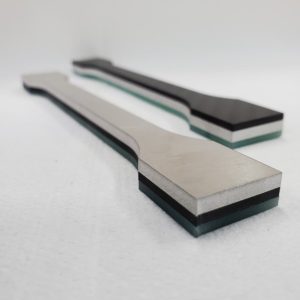
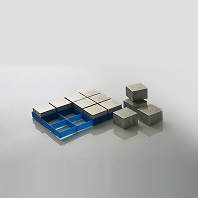
 | 複合材・積層材 | ◎ | ○ | – | – | 組み合わせは自由です | 事例 |
 | SIC ・ アルミナ・セラミックス | ○ | ○ | △ | – | 硬質材に有効です | – |
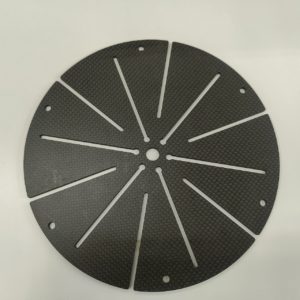
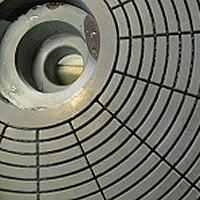
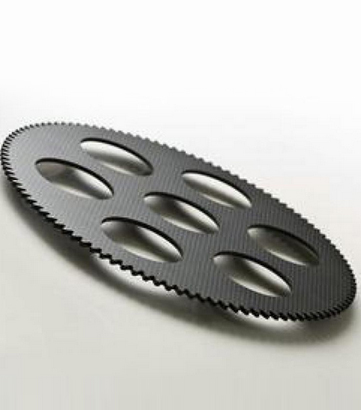 | カーボン・CFRP | ◎ | ◎ | △ | – | C/C等各種切断可能です | 事例 |
 | ポーラス体・焼結体 | ◎ | ○ | △ | – | チッピング・欠けがありません | – |
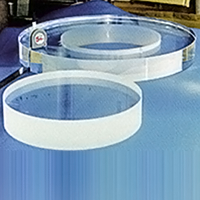
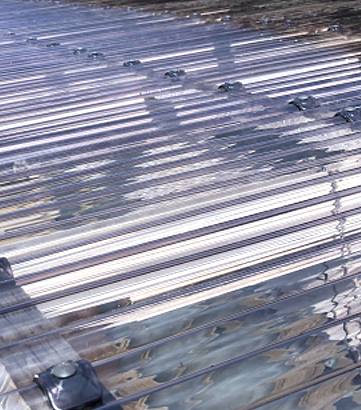
 | ガラス | ◎ | ○ | △ | – | 各種ガラスに対応します(強化ガラス以外) | 事例 |
 | ポリカ・塩ビ | ◎ | ○ | △ | – | 溶け・ダレ・有毒ガスが発生しません | – |
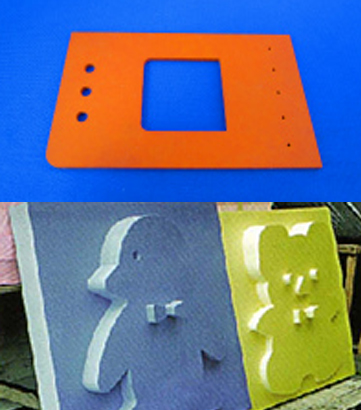 | 発泡樹脂 | ◎ | ◎ | – | – | 加工によるつぶれがありません | 事例 |
 | CBN・ダイヤ砥石 | ○ | ○ | △ | – | ダイヤモンドホイールに溝入れ | – |
 | 石材 | ◎ | ○ | △ | – | 象嵌に有効です | – |
 | 木材 | ◎ | ○ | △ | – | 合板・天然木等各種木材に対応します | 事例 |